
提示:投资有风险,入市需谨慎。招贴网提醒您:让你提前汇款,或者价格明显低于市价,均有骗子嫌疑,不要轻易相信。
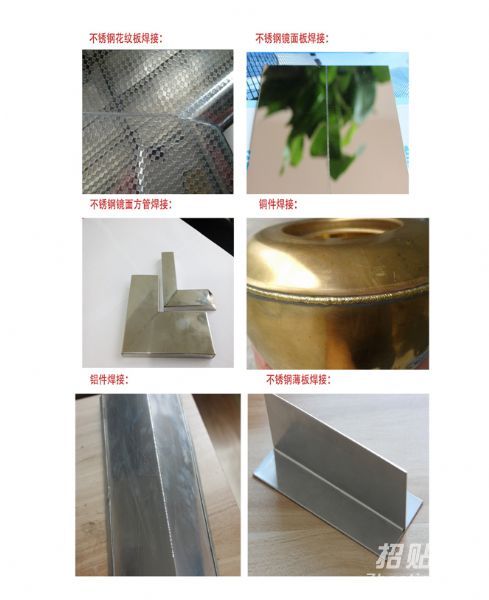
关键词: 中迈冷焊机 冷焊机 焊机

分享到:



- [芜湖商务服务更多广告]
- 芜湖财务/审计
- 芜湖广告/媒体
- 芜湖设计制作
- 芜湖物流服务
- 芜湖翻译
- 芜湖招商加盟
- 芜湖策划/企划
- 芜湖投资理财
- 芜湖礼仪庆典/会展
- 芜湖咨询调研
- 芜湖金融/投资
- 芜湖法律调查
- 芜湖保安服务
- 芜湖报关
- 芜湖涉外服务
- 芜湖劳务输送
- 芜湖印刷/图文
- 芜湖设备维修
- 芜湖清洁环保
- 芜湖贸易加工
- 芜湖影视演出
- 芜湖办公家具
- 芜湖标识标牌
- 芜湖广告耗材
- 芜湖代办
- 芜湖微信广告
- 芜湖公司注册
- 芜湖股票/期货
- 芜湖抖音广告
- 芜湖喷绘招牌
- 芜湖网络布线
- 芜湖展览展会
- 芜湖保险服务
- 芜湖工业设备
- 芜湖设备租赁
- 芜湖礼品定制
- 芜湖建筑维修
- 芜湖快递服务
- 芜湖批发市场
- 芜湖办公用品/耗材
免责声明:
本文内容,皆为网友自助发布,未经本站的实质审核,无法对该内容的真实性、可靠性承担保证责任,故对广告提供者发布的广告所导致的不良后果,也不承担相应的法律责任。网友的评论属于个人行为,如确属侵权行为,可以按照本站的要求提供资料邮件通知删除,否则本站将不承担任何法律责任。
友情提醒:
1、招贴网不承担任何交易损失,请谨慎判断相关信息的真实性;任何要求预付定金(订金)或付款到个人账号的行为,均有可能存在诈骗风险,请提高警惕。本站提倡本地当面交易,以免受骗。
2、在您向商户咨询服务时,请说明您是在招贴网获得此广告。
AD
300*160px
·[南京] 南京机械设备维修去哪儿? ·[福州] 深圳设备维修找哪种公司呢? ·[临沂] 便携式光纤激光打标机金属不锈钢刻字打码 ·[北京] 空气源热泵热水机组|空气能取暖到底实用不实用 ·[北京] 变频低环温空气源热泵(冷水)机组|煤改电取暖一个月 ·[东莞] 东莞家具租赁沙发桌椅租赁铁马暖炉租赁 ·[深圳] 深圳家具租赁弧形沙发条租赁暖炉租赁 ·[博罗] 惠州家具租赁竹节椅租赁婚庆宴会桌椅租赁 ·[从化] 从化家具租赁会议沙发租赁 ·[广州] 广州家具租赁古典家具租赁租赁屏风租赁 ·[北京] 变频低环温空气源热泵(冷水)机组|空气能采暖怎么看 ·[广州] 深圳洽谈椅租赁高档洽谈椅租赁一桌四椅租赁 ·[广州] 广州会议椅小弓形会议椅租赁大量会议椅租赁 ·[广州] 广州发光家具租赁发光吧桌租赁全新发光吧桌租赁 ·[深圳] 深圳家具租赁折叠桌椅租赁防爆铁马出租 ·[揭阳] 揭阳家具租赁双人沙发租赁三人沙发租赁
